")





Technical specifications
| Item No | PROTIG-400CT | PROTIG-500CT | |
|---|---|---|---|
| Rated Input Voltage | 3PH ~ 400V ±15% | 3PH ~ 400V ±15% | |
| Max. Load Power Capacity | TIG: 14.39 KVA | TIG: 20.76 KVA | |
| MMA: 14.21 KVA | MMA: 19.93 KVA | ||
| Rated Duty Cycle(40℃) 60% | TIG: 400A/26V | TIG: 500A/30V | |
| MMA: 315A/32.6V | MMA: 400A/36V | ||
| 100% | TIG: 315A/22.6V | TIG: 400A/36V | |
| MMA: 250A/30V | MMA: 315A/32.6V | ||
| Welding Current/Voltage Range | TIG:5A/10.1V~400A/26V | TIG:20A/10.1V~500A/30V | |
| MMA: 20A/20.8V~315A/32.6V | MMA: 20A/20.8V~400A/36V | ||
| Open Circuit Voltage | 70V~80V | 70V ~80V | |
| Power Factor | 0.85 | 0.85 | |
| Efficiency | 85% | 85% | |
| TIG | Pulse Frequency | 0.2Hz~200Hz | 0.2Hz~200Hz |
| Pulse Width (Ratio) | 1~100% | 1~100% | |
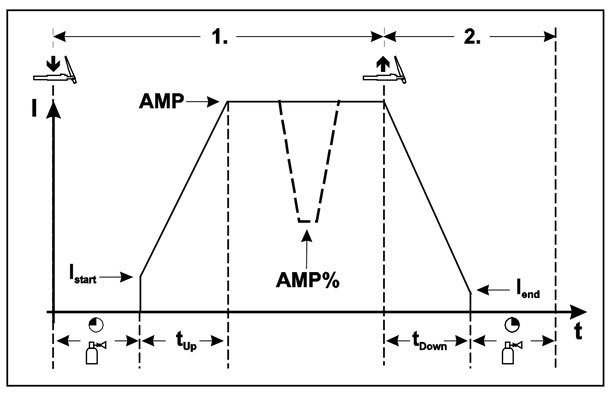
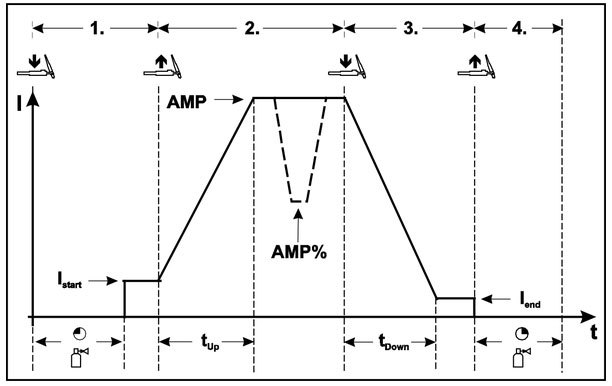
| Arc-starting Current | 5A~400A | 5A~160A | |
| Crater-filling Current | 5A~400A | 5A~500A | |
| Current Up-slope Time | 0.1S~15S | 0.1S~15S | |
| Current Down-slop Time | 0.1S-15S | 0.1S-15S | |
| Pre-Gas Time | 0.1S-15S | 0.1S-15S | |
| Flow-Gas Time | 0.1S-15S | 0.1S-15S | |
| Spot Arc Time | 0.1S-10S | 0.1S-10S | |
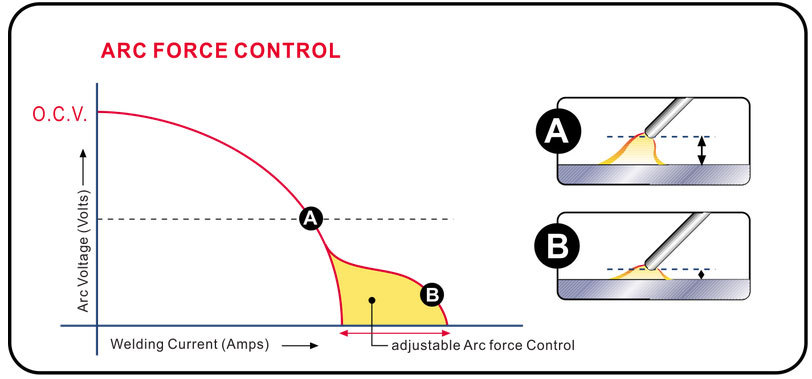
| MMA | Arc Force | 10A~315A | 10A~400A |
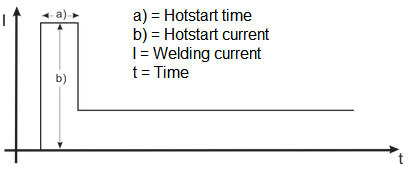
| Hot Start Time | 0.1-3S | 0.1-3S | |
| Hot Start Current | 10A~315A | 10A~400A | |
| Dimension (LxWxH) | 960X420X900mm | 960X420X900mm | |
| Weight (KG) | 70 KG | 70 KG | |
Water-cooling Unit: WC-100
| Operating Voltage | 230V 50/60Hz |
| Rated Power | 260W |
| Cooling Power | 1.5KW(1L/MIN) |
| Maximum Pressure | 0.3MPA/60HZ |
| Recommended Cooling Liquid | 20%~40% ethanol/water |
| Tank Volume | 6.5L |

















